



ÜŒðÜÐ᪮µ∂
Ð᪮Ãÿ¸c£∫
Ð᜘ՂèΩÐ᪮µ∂ø…“‘’{’˚«–œ˜Ω«∂»£¨ø…“‘±£◊oôC¥≤µƒæ´∂»£¨å¶”⁄–°–ÕôC¥≤ÑÇ–‘“™«ÛµÕ°£
þm”√ôC¥≤Óê–Õ£∫îµøÿÐá¥≤£¨◊‘Ñ”Ðá¥≤£¨∂ýðSÐá¥≤£¨» ø–Õ◊‘Ñ”Ðá¥≤£¨Ðá„äèÕ∫œôC¥≤°£
ÜŒðÜÐ᪮µ∂ £∫
ø…º”π§÷±ºyº∞◊Û”“–±ºy,«–œ˜µ∂Ó^∫Õµ∂±˙äA≥÷Ègœ∂”–Œ¢’{π¶ƒÐ°£
º”𧪮ºyÓê–Õ£∫
Ð᪮Óê–Õ
Ð᪮ðÜ
þMΩo∑Ω Ω

RAA
BR30°„
F°˚

RBR30°„
AA
F°˚

RAA
BL30°„
F°˚

RBL30°„
AA
F°˚
≤…”√þMø⁄Ð᪮ðÜ£∫
AA
BL15°„
BR15°„
BL30°„
BR30°„





Æa∆∑îµì˛£∫
CH1145R14
26
36
π§æþ–ÕÃñ
∞≤—b∑ΩœÚ
º”π§∑∂á˙
Ð᪮ðÜ≥þ¥Á
µ∂óU≥þ¥Á
ljº˛
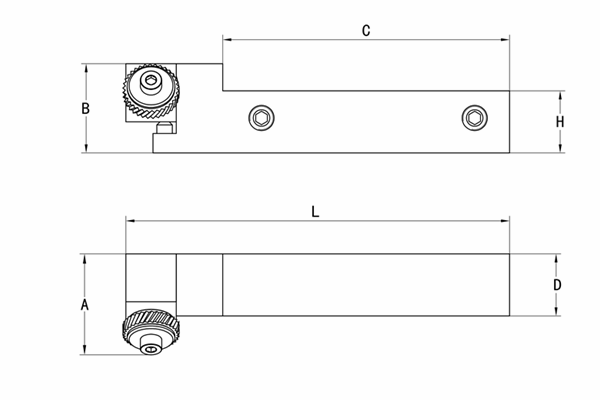
A
B
C
D
H
L
R+L
’˝∑¥ø…’{
¶µ3-50
¶µ14.5°¡3°¡5
23
74
16
14
99
EAT14.53

CH1145R16
16
CH1215R20
¶µ5-250
¶µ21.5°¡5°¡8
39
114
25
20
149
EAT21.55
CH1215R25
25
Ð᪮œµ¡–µ∂æþ π”√∑Ω∑®£∫
1,墵∂æþ—b»Îµ∂◊˘£¨’{’˚µ∂æþ÷––ƒ∏þ¥_±£‘⁄π§º˛÷––ƒŒª÷√°£
2,å¢Ð᪮ðÜøøΩ¸π§º˛Õ‚èΩ£¨’{’˚É…ÇÄðÜ◊”»´åíðSæÄÕÍ»´Õ¨ïrŸN◊°π§º˛°£
3,È_ ºÐ᪮ïr£¨“‘øÏÀŸþM»Î1/2µƒ—¿æý…Ó∂»£¨åí∂»ºsûÈðÜ◊”åíµƒ1/3°£
4,Æƒø≥…–ÕÕÍ≥…∫Û£¨≤≈È_ ºZðSœÚµƒþMΩo°£
5,»Áπ˚—¿–Õ”–—¿–Õ”–Âe’`£¨ø…“‘Õ®þ^’{’˚µ∂◊˘ðSœÚ–Þ’˝°£
6, π”√ð^¥Ûµƒ«–œ˜“∫ªÚùôª¨”Õ≈≈»•ÐᜬÅ̵ƒËF–º°£